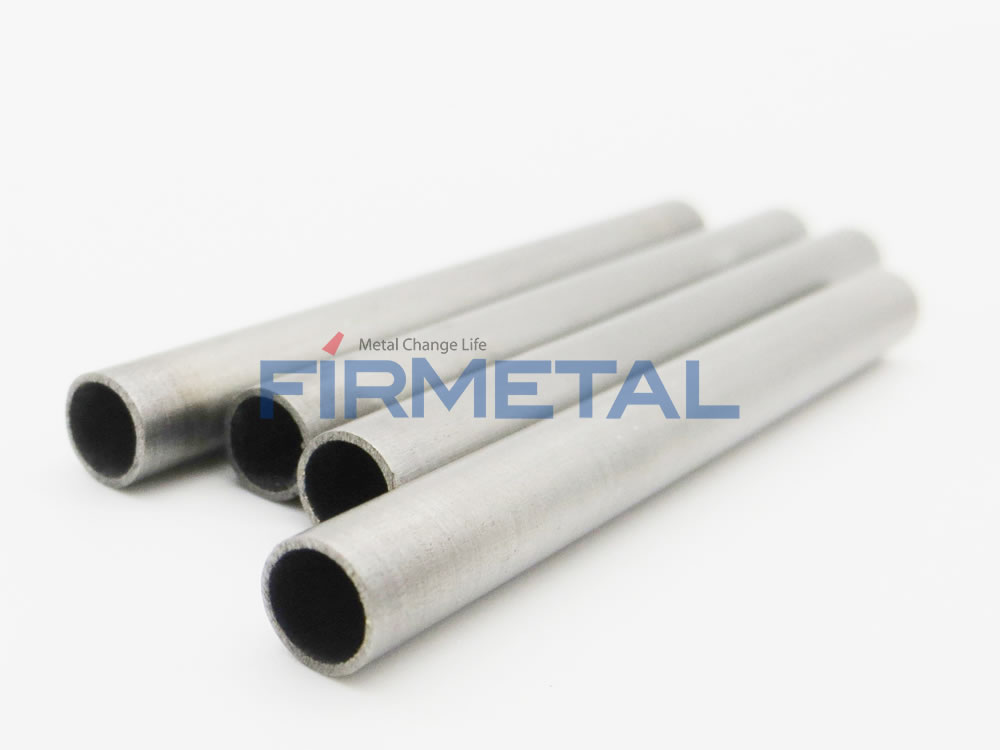
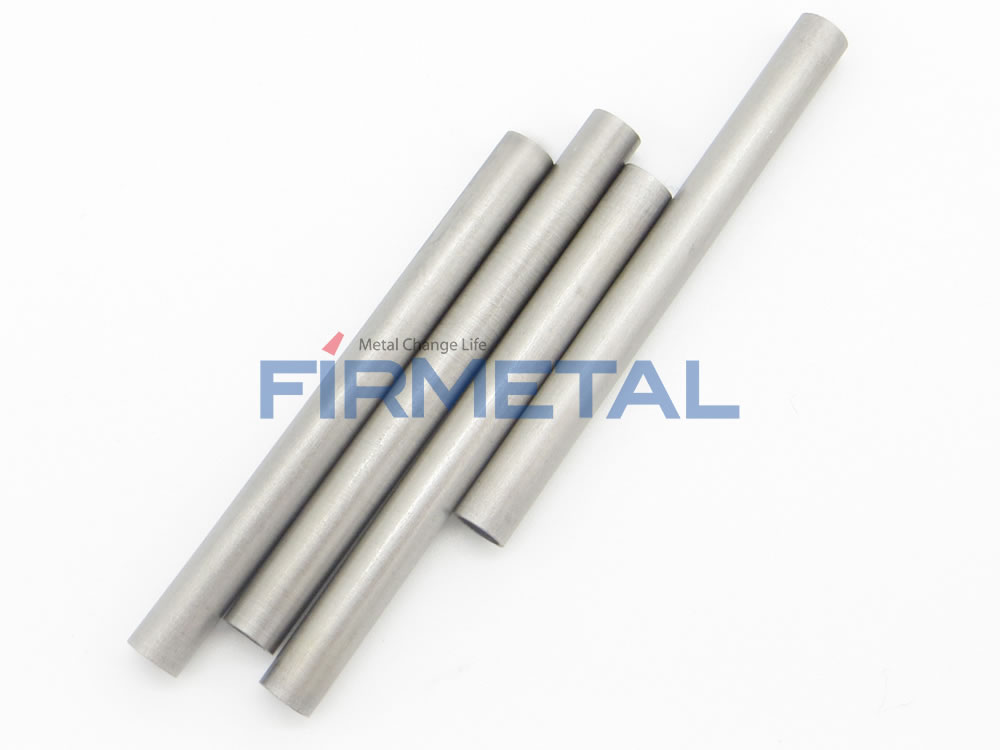
| 지르코늄 및 지르코늄 합금 튜브 가공 기술 |
| 일련번호 |
기술 |
프로세스 설명 |
| 1 |
주괴 주조 검사 |
구성 재검사, 외관 검사 |
| 2 |
β 단조 |
1030~1050℃의 온도에서 노에서 가열하고 60~90분간 단열한 후 물에 담금질한다. |
| 3 |
드릴링, 보링, 구리 래드 세트 |
|
| 4 |
압출 |
l주파수 유도 가열로를 사용하여 750~780℃로 가열하고 30~35분간 단열한 후 3150톤 압출기에서 압출합니다. |
| 5 |
튜브 빌릿 수리 |
|
| 6 |
냉간 압연 및 중간 어닐링 |
3~4회 롤링 후 700˚C에서 중간 어닐링, 1시간 동안 단열 처리, 진공도 10-2Pa-10-3Pa |
| 7 |
정밀 롤링 |
3~4회 정밀 압연 후. 일반 작업률은 70% 이상, Q 데이터는 3~5입니다 |
| 8 |
마무리 어닐링 |
재결정 어닐링: 545±5˚C, 절연 2시간. 응력 완화 어닐링: 460±5˚C, 절연 3시간 |
| 9 |
바로 세우기 |
롤러 수평 조절기 사용 |
| 10 |
내부 표면 산세척 |
흐르는 산 사용 |
| 11 |
외부 표면 연마 |
연마 벨트 사용 |
| 12 |
치수 검사 |
|
| 13 |
부동산 점검 |
|
| 14 |
포장 |
|
|